




Tahavaatepeegli vorm
Tahavaatepeegli tööriistade protsessianalüüs
Toote seina paksus on ühtlane, et vältida pingeid, kõverusi ja vajumist. Liiga õhukese seina paksus põhjustab vormimisel liigset voolutakistust ja keerulist toodet ei saa tööriistaõõnde hästi täita, liiga paks aga raiskab materjali ja võtab kauem jahutusaega.
Süvisenurga tingimuste seadistamiseks tagamaks, et osa saab tahavaatepeegli korpuse vormiõõnsusest eemaldada või südamiku tootest välja tõmmata.
ABS-i kasutatakse enamasti materjali jaoks, millel on suurepärane protsessi- ja vormimisomadus, libisemiskindlus ja mõõtmete stabiilsus ning kõrge löögikindlus. Sissepritsetaseme tihedus on 1.05 g/cm3, teoreetiline kokkutõmbumine 0,5% ja välgulävi 0,03 mm. Tööriistade jaoks sobib 718 vormiteras, kuna sellise tootekonstruktsiooni tõttu võib õõnsus taluda tugevat survet.
Tööriista ehituse analüüs
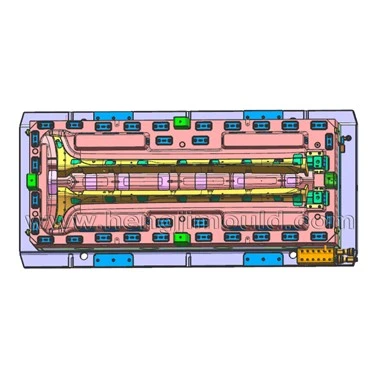
Kuna tegemist on keskmise masstootmise tüübiga, projekteerime selle ühe õõnsusega ning vastavalt detaili konfiguratsioonile valitakse eralduspind suurima kontuuriala juures, ülemine fikseeritud pool ja alumine liigutatud pool mitme sisestatud väikese südamikuga. Osa poolel on suur avatud suu, mis tuleb muuta liugursüdamiku tõmbamiseks ja teisaldatud poolel on kahes ribi piirkonnas sisselõige, mis vajab tõstesüdamiku tõmbamist. Järelikult on südamiku tõmbav disain tahavaatepeegli vormi kujundamisel võti.

Hallituse tööprotsess
Sulanud ABS süstitakse vormiõõnsusse kohe pärast selle sulgemist ja pärast mõnda aega pakkimist läheb teisaldatud pool fikseeritud poolest lahku kuni lõpuni, kui detail ja voolav külmunud vaik jäävad teisaldatud poolele tõmburi funktsiooniga, kui hüdrosilinder muudab liuguri külgmise südamiku tõmbamise lõpetamiseks. Seejärel toode väljutatakse ja väljutusseade naaseb algsesse asendisse.
Märkused automaatse tahavaatepeegli vormi valmistamise kohta
1 Tootesegmendi erinevuste vältimiseks tuleks seadistada asukohaüksused.
2 Kuna detaili külg on terav, tuleb tööriista valmistamise ajal vastava ala katmiseks kasutada läbipaistmatut kleeplinti.
3 Kui projekteerite tõstuki südamiku tõmbamisega Z-suunas, veenduge, et esiotsa põhjapinna kalle ei oleks allalõigete vältimiseks väiksem kui tõstuki korpuse põhjapinna nurk.
4 Tõstuki jahutus ja vedrud peaksid protsessi mugavuse huvides olema paralleelsed südamiku tõmbenurgaga.
5 Tõstuki ja kulumisplaadi põhjad peavad olema otsesed ning ülestõstetud kulumisplaadid võivad kaitsta tahapoole suunatud tõstukit põhjavormi plaadi ja käigupiiranguploki häirete eest.
Kuum tags: tahavaatepeegli vormid, Hiina tahavaatepeeglivormide tootjad, valmistajad
Paari
EiJärgmise
KatusevormimisvormJu gjithashtu mund të pëlqeni





Küsi pakkumist